




Технологические схемы сварки балок и ферм
Рекомендуемые схемы сварки двутавровых балок.
Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2', 3-3', и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2. Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).
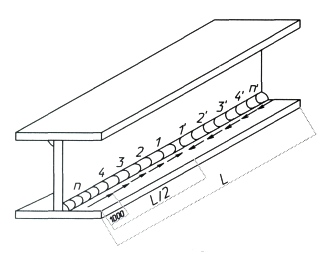
Рис.1 Cварка первого шва
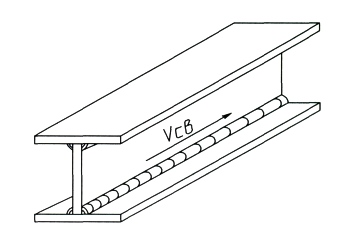
Рис.1.1. Сварка заполняющих швов автоматом
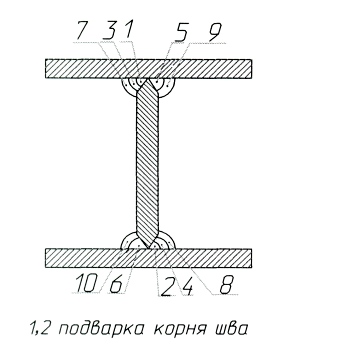
Рис.2.1. Сварка балки с t>8 мм.
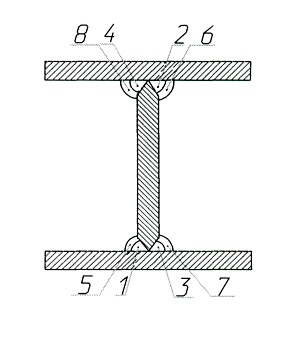
Рис.2.2. Сварка балки с t<8 мм.
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис.3).
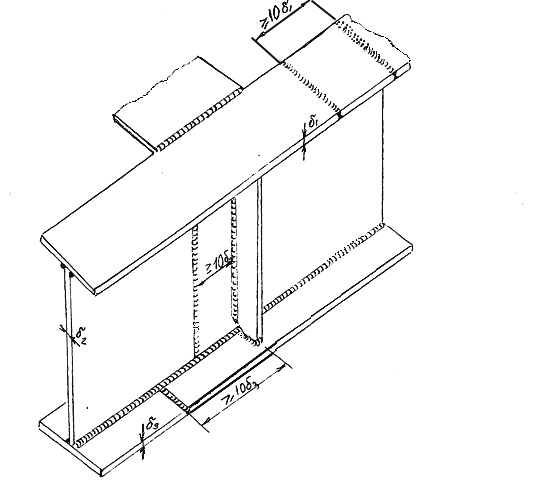
Рис.3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.
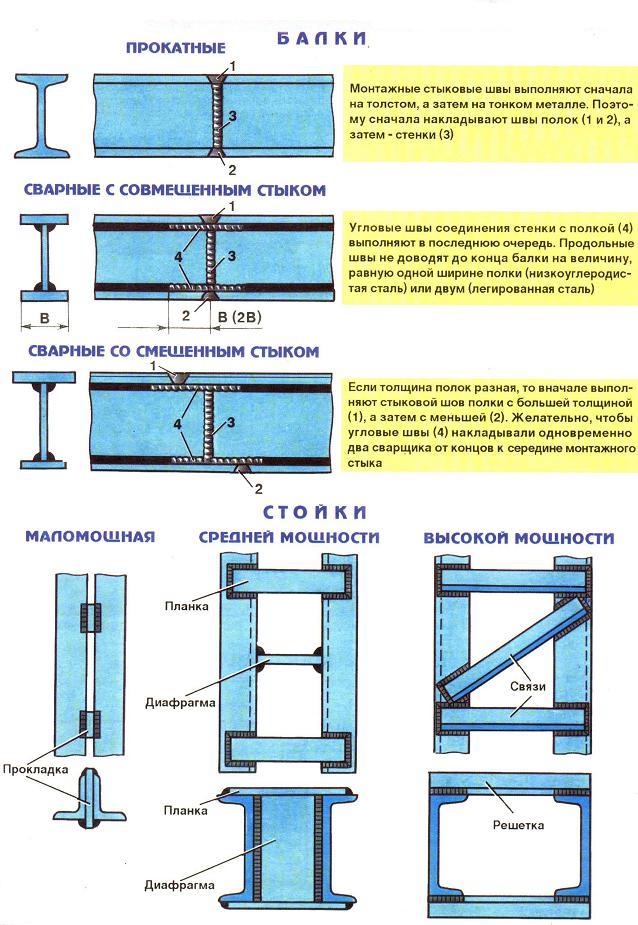
Рис.4 Расположения сварных швов металлоконструкций
Рекомендуемые схемы сварки ферм.
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу. При сборке следить за плоскостностью фермы и по окончании проверить на соответствие требованиям чертежа. Собранную ферму закрепить в приспособлении для кантовки и установить на ролики. Сварку выполнять от середины фермы к краям. Порядок сварки узлов конструкции показан на (рис.5, 6). Сварку выполнять двумя сварщиками, с перекантовкой фермы до полной обварки каждой связи. Направление сварки в соответствии с эскизом.
Необходимо учесть: начало и конец обрыва дуги должны быть зачищены с плавным переходом на длине шва 10+4 мм. Начало и конец последующего валика должен перекрывать предыдущий валик на 10-14 мм.
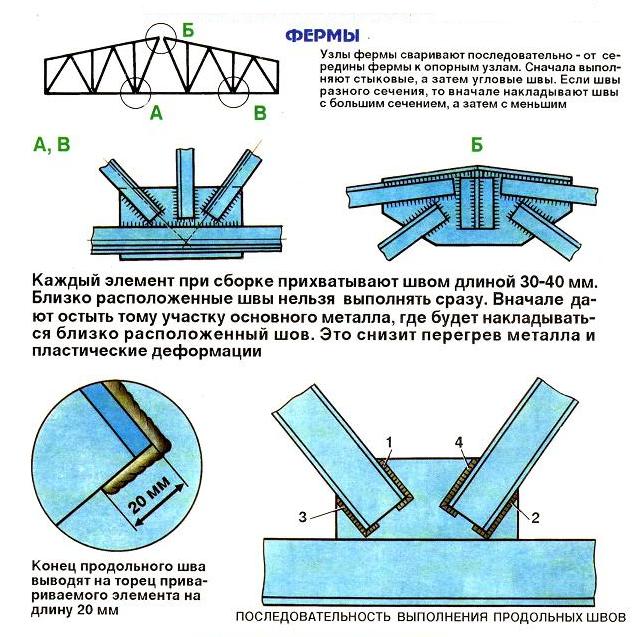
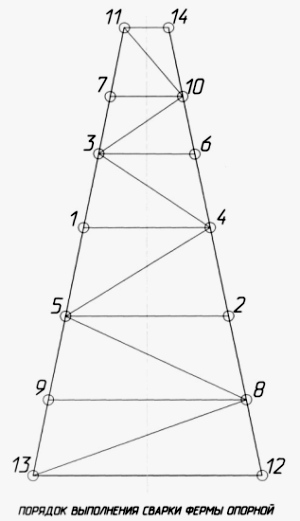
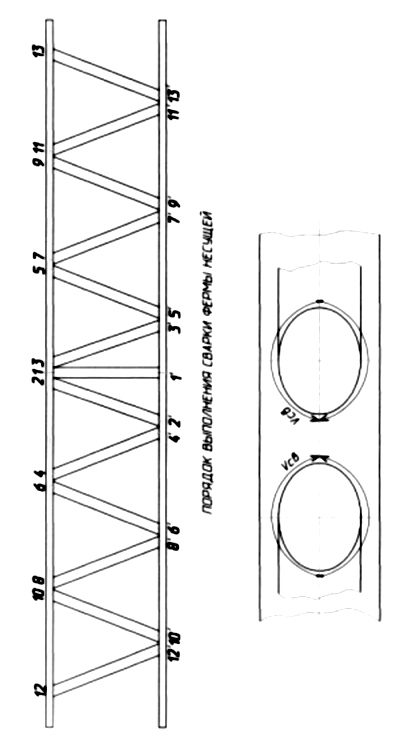
Рис.5
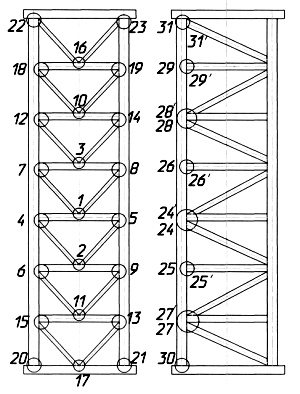
Рис.6 Сварка вышек.