




Технологические схемы сварки кольцевых швов
При сварке кольцевых стыков диаметром свыше 300 мм сварку ведут обратно-ступенчатым способом согласно рис. 1.
При многослойной сварке, перекрытие начала и конца смежного слоя должно составлять 20-25 мм. При наложении каждого последующего слоя, направление сварки менять на обратное.
При диаметре кольцевого сварного стыка более 1000 мм, рекомендуется разбивка сварного шва на участки 4, 8 и т.д. рис. 2.
Последовательность сварки участков сварного шва 1-2, 3-4, Сварку на каждом участке выполнять обратно-ступенчятым способом. Целесообразно выполнять сварку двумя сварщиками одновременно.
При многослойной сварке, перекрытие начала и конца смежного слоя должно составлять 20-25 мм. При наложении каждого последующего слоя, направление сварки менять на обратное.
При диаметре кольцевого сварного стыка более 1000 мм, рекомендуется разбивка сварного шва на участки 4, 8 и т.д. рис. 2.
Последовательность сварки участков сварного шва 1-2, 3-4, Сварку на каждом участке выполнять обратно-ступенчятым способом. Целесообразно выполнять сварку двумя сварщиками одновременно.
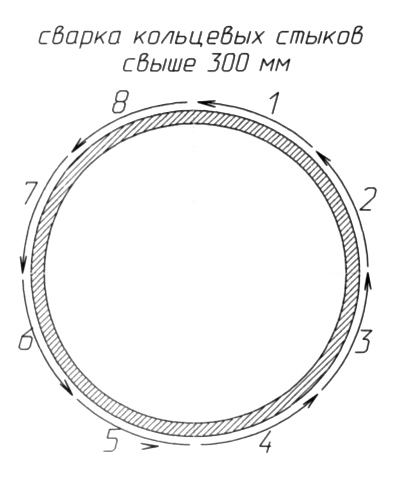
Рис.1
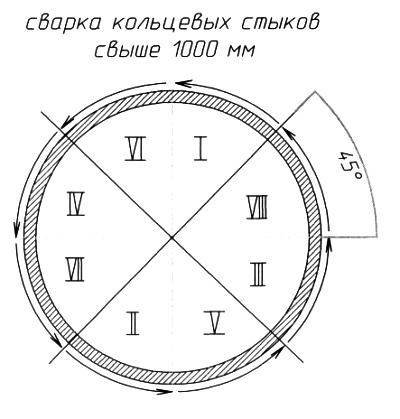
Рис.2
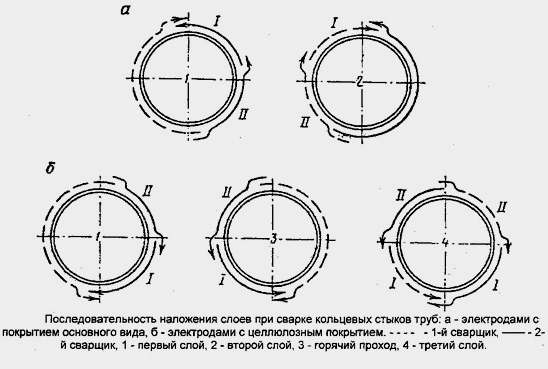
Рис.3
При использовании электродов газозащитного типа сварку корня шва выполняют сверху вниз без колебательных движений, опираясь концом электрода на кромки свариваемых труб. Сварку выполняют постоянным током обратной или прямой полярности при напряжении холостого хода источника питания не менее 75В. Значения сварочного тока при сварке электродами диаметром 3,25 мм не должны превышать 100-110А; при сварке электродами диаметром 4 мм в нижнем и полувертикальном положении 120-160А, в остальных положениях 100-140А.
Скорость сварки следует поддерживать в диапазоне 16-22 м/ч. Изменяя в процессе сварки угол наклона электрода от 40 до 90°, сварщик сохраняет образующееся при сквозном проплавлении кромок технологическое окно, через которое он наблюдает за оплавлением кромок.
Для снижения уровня остаточных сварочных напряжений в сварном соединении периметр неповоротного стыка разбивается на симметричные, диаметрально противоположные участки и многослойная сварка выполняется в последовательности, приведенной на (рис. 4). Больший эффект снижения сварочных напряжений и деформации дает применение обратноступенчатого метода сварки и одновременное заполнение разделки двумя или четырьмя сварщиками.
Скорость сварки следует поддерживать в диапазоне 16-22 м/ч. Изменяя в процессе сварки угол наклона электрода от 40 до 90°, сварщик сохраняет образующееся при сквозном проплавлении кромок технологическое окно, через которое он наблюдает за оплавлением кромок.
Для снижения уровня остаточных сварочных напряжений в сварном соединении периметр неповоротного стыка разбивается на симметричные, диаметрально противоположные участки и многослойная сварка выполняется в последовательности, приведенной на (рис. 4). Больший эффект снижения сварочных напряжений и деформации дает применение обратноступенчатого метода сварки и одновременное заполнение разделки двумя или четырьмя сварщиками.
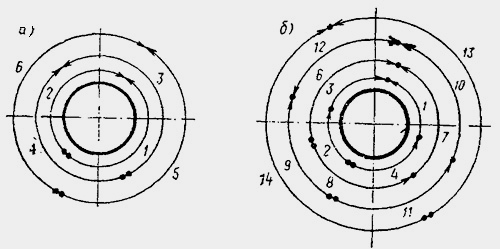
Рис.4 . Рекомендуемый порядок выполнения многослойного шва при сварке электродами с основным покрытием: а - Ду < 200 мм, б - Ду 300 мм.
При сварке трубопроводов небольшого диаметра (до 530 мм) с целью уменьшения объема монтажных работ в траншее часто практикуется укрупнение в секции труб сваркой с поворотом стыков на 90 или 180°. Трубу делят по окружности на четыре примерно одинаковых по длине участка. Заварив участки 1 и 2 стык поворачивают на 90° для сварки участков 3 и 4 (рис. 5). Затем, выполняя очередной поворот на 90°, производят последовательносварку участков 5 и 6, 7 и 8.
В другом случае, после сварки участков 1 и 2 (рис. 6) выполняют поворот стыкуемых труб на 180° для сварки участков 3 и 4. Затем поворот на 90° и 180° для сварки участков 5 и 6, 7 и 8 соответственно.
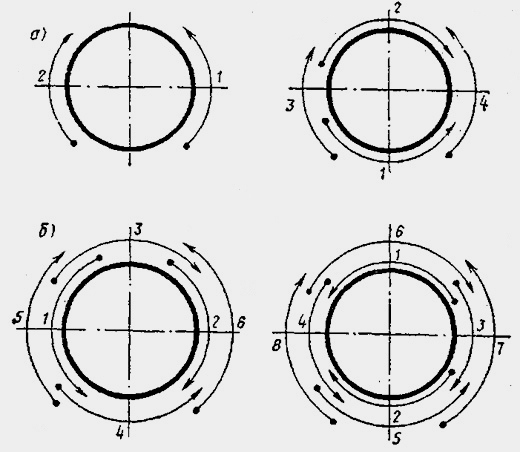
Рис.5 . Сварка с поворотом труб на 90°: а - первого слоя, б - второго, 1...8 - последовательность выполнения участков слоя.
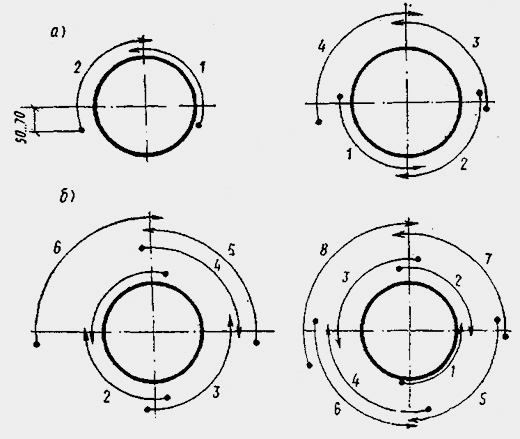
Рис.6 . Сварка с поворотом труб на 180°: а - первого слоя, б - второго, 1...8 - последовательность выполнения участков слоя.